3、阳_残_返熔后含酸烟气的处理:
电解工序的阳_残_,需要重新铸型成阳_板虽然残_经过洗刷,但仍残留有少量阳_泥及酸液,具加入熔锅后产生大晴的酸性烟气,虽经袋式收尘器处理,但仍有部分残留尽管错电解采用的硅氟酸铅电解液为弱酸性但还足会讨环境造成_的污染由于其总址较少,尤法有效回收,许多厂家只能从提高阳_泥洗涤洁净度人于,并未对除铜烟尘中的酸气进行处理。
鉴于上述情况,2011年公司经过研究,没计安装一套低压脉冲袋式收尘一水膜除尘器综合收尘装置,烟尘经袋式收尘器处理后,由烟道导入水膜除尘器中进行二次除尘。
然而,该装置运行时,水膜收尘器二次除尘出现以下问题:
(1)喷头堵塞:水膜除尘器喷淋水要求pH值11左右,加入火碱(氢氧化钠)后易造成喷头堵塞。
(2)旋流板堵塞:水膜除尘器内有三层百叶式旋流板,喷淋水中的火碱易结于旋流板百叶上,造成通风不畅,影响收尘效果。
(3)通风效果差:设计不合理,脉冲袋式收尘器进出风均采用800 mm管道,而水膜除尘器出风口仅为600 mm,影响通风效果。
针对上述问题,采取了以下措施:
(1)经袋式收尘器处理后的烟气仅含少量酸气,利用水膜吸附含尘烟气,可收到良好效果。
(2)水膜除尘器改为一层旋流板,并增加收水器。
(3)水膜除尘器出风口改为800 mm,直接与排烟囱相连,原有的配套风机放弃使用。
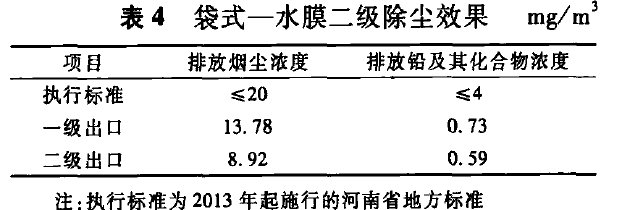
上述改造完成后,二级收尘器出口烟尘的检测结果如表4所示。
由表4可以看出,低压脉冲袋式除尘器一水膜除尘器组合除尘技术,可有效地降低排空烟气含尘。采用该技术后,排空烟气含尘降低了35%以上,含铅降低了19%以上。
水膜除尘器所使用的循环水中吸收了大量的烟尘与酸性气体,为_收尘效果,需定期进行更换。实际生产中,连续运行一周后,水膜除尘器出口烟气浓度增加,此时循环水烟尘浓度达到饱和,pH=4,目前每周更换一次循环水。
水膜收尘器循环水量消耗为5. 3 m³/d,饱和循环水含h2 Sif6达0. 45 kg/m³,含Pb达0. 21 kg/m³。循环水送至中水站进行中和处理,铅进人污泥中进一步回收。
使用二级除尘装置后,粗铅精炼系统排放的烟气含尘优于_标准及河南省_新的地方标准要求,达到行业_水平。
4、存在的问题及解决方案:
公司通过采取一系列的措施,有效地解决了粗铅除铜过程中烟尘治理问题。但是,除铜过程中捞渣与除铜后舀铅产生的少量烟尘,目前仍无法有效回收。公司正在研究通过改变现有的除铜捞渣方式、铅液转运方式、残_加人方式解决存在的问题。目前已经完成残_加入方式的改进,实现了残_加人过程中少量连续自动化操作,避免了大量残_同时加人造成烟气量较多;用铅泵输送铅液已完成试验,新的输送方式可杜绝因舀铅液造成烟尘的挥发;开始研制自动捞渣装置,取代原有的行车吊渣盘捞渣。